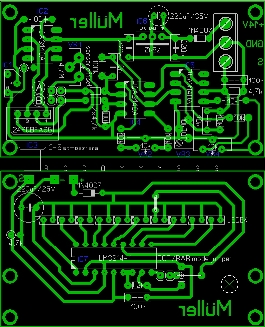
A képre kattintva letöltheted a vezérlõpanel, a szintkijelzõ panel és a hõfok-kijelzõ panel beültetési és nyák rajzát!
Nyomtassuk ki a beültetési rajzot, akár nagyítva, mert a késõbbiekben szükségünk lesz rá a beállításnál!
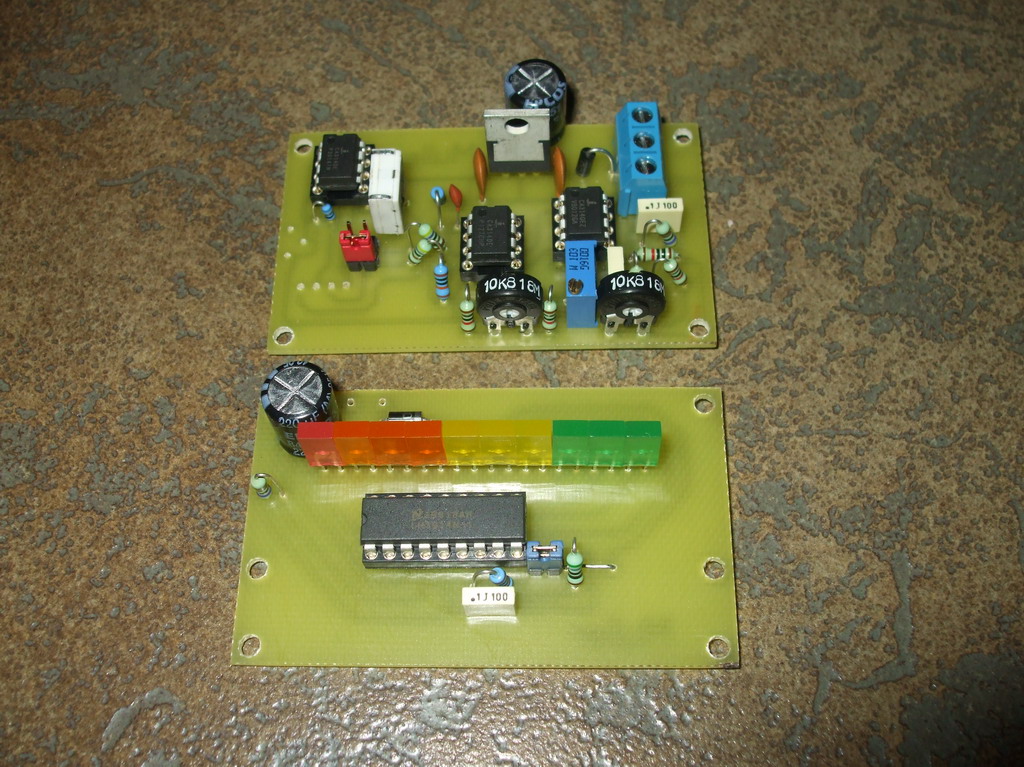
Miután elkészültünk a panelokkal, jöhet a fúrás, az alkatrészek behelyezése és beforrasztása.
Ezt a következõ módon végezzük el:
1. Az ellenállások kivezetéseit a test mellett, kis ívben, 90°-ban meghajlítjuk. Hajlítás után az alkatrészt, a beültetési rajz alapján a helyére illesztjük, majd beforrasztjuk. Az ellenállást célszerû olyan helyzetben beforrasztani, hogy a színkód gyûrûk azonos irányból legyenek „olvashatóak”. A kivezetések forrasztáson túlnyúló szakaszát a beforrasztás után 1-1,5 mm-re csípõfogóval lecsípjük. Az ellenállások értékeit vagy mûszerrel, vagy színkód alapján határozzuk meg! Akinek nincs multimétere, figyelmébe ajánlom a következõ linket! > > >
2. A kondenzátor testen az értékek fel vannak tüntetve. Az elektrolit kondenzátoroknál figyelni kell a helyes beültetésre. A henger alakú burkolat palástján a negatív pólus jelölve van ill. a két láb közül a pozitív a hosszabb. Ne tévesszük el, mert ellenkezõ esetben az alkatrész és az áramkör meghibásodhat! A nem elektrolit kondenzátor, értem ezalatt a 10nF-os kerámia kondit, tetszõleges irányba beforrasztható. Kerámia kondenzátoroknál az értékek jelölései:, 103=10nF, 104=100nF
Számolásuk:
Tehát ha van egy kondenzátorod, amin 103 a jel, akkor azt elõször is felbontod:
103 = 10 + 3
A tízes lesz a szorzó, az hármas pedig a hatványkitevõ a tízesen.
Tehát 103 = 10 * 10^3
(Tízszer tíz a harmadikon!)
3. A diódák beforrasztásával folytatjuk. Ügyeljünk forrasztáskor a helyes polaritásra. A dióda egyik végén fekete gyûrû látható, ezt a kapcsolási rajzon és a beültetési rajzon egyenes vonallal jelölik (a dióda katódja), míg a másik kivezetés jele a háromszög (a dióda anódja). A D1 diódát az IC tok alá terveztem! Mindenképp az IC foglalat beültetése elõtt forrasszuk be a fent leírtak alapján!
4. Az integrált áramkörök: az IC foglalatok beforrasztásakor figyelni kell, hogy a bevágások azonos oldalon legyenek a beültetési rajzon jelölt bevágással. Az IC-k beültetésnél, (miután mindent beforrasztottunk kivéve a szenzort) ugyanezeket a szempontokat kell figyelembe venni.
5. A ledeknél, mivel fényemittáló diódák, szintén ügyelni kell az anódra és a katódra, ha új ledeket használunk, a hosszabb láb a pozitív, a rövidebb a negatív kivezetés. A led tokon jelölve van a negatív kivezetés, oly módon, hogy a tok lecsapott oldala a negatív.6. A trimmerpotméterek behelyezése értelemszerûen a lábkiosztásnak megfelelõen történik a panelba!7. Legvégül a szenzort forrasszuk be, mert az a legnagyobb, az alsó felén külön jelölve van a lábkiosztás, ezt a panelon lévõ lábkiosztásnak megfelelõen kell beforrasztani.A forrasztási oldalon csípjük le egy csípõfogóval, vagy homlokcsípõvel közvetlen a cinezés mellett a kiálló lábakat!
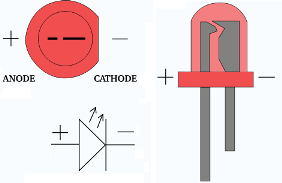 Diódák és Ledek helyes beültetése
Diódák és Ledek helyes beültetése
Az üzemanyagszint mérõ beállítása:
MINDENKÉPP OLVASSÁTOK EL A MOST KÖVETKEZÕ RÉSZT, ÍGY SOK IDÕT ÉS NYÜGÖT TAKARÍTHATTOK MEG MAGATOKNAK!
Helyezzük feszültség alá a készre szerelt panelünket. A nyomást egyelõre ne kapcsoljuk rá! Az IC3 (szenzor) 2-es és 4-es lábára helyezzük rá digitális multiméterünk csatlakozóit és kapcsoljuk DC 20V méréstartományba. A két láb között tudjuk mérni a szenzor offset feszültségét.
A VR1 trimmer bal alsó sarkában elhelyezkedõ A és B Jumper csatlakozások közül az egyiket zárjuk rövidre(vízszintesen a panelra nézve!!!) egy Jumper segítségével. Tekerjük a VR1 trimmert egy csavarhúzó segítségével, közben figyeljük a multiméteren kijelzett feszültségértéket. A tekerés hatására a feszültségünk közel 0 Volt kell, hogy legyen, ha már 1V környékén járunk, átválthatjuk a feszültségmérõt 2000mV DC tartományra.
Ha nõne ez az érték a csökkenés helyett, akkor vegyük le a Jumpert és zárjuk rövidre a másik két csatlakozót, ezután ismételjük meg az elõbb leírtakat. Ha végeztünk, hagyjuk a Jumpert a helyén, és ha tudunk még tekerni a VR1 potméteren, akkor állítsuk a legalacsonyabb feszültségre amire csak tudjuk!
Most vegyük le az IC3-ról a multiméterünket és kapcsoljuk rá az IC4 4-es és 6-os lábára, így látjuk az itt megjelenõ offset feszültséget! Tekerjük a VR2 trimmert addig, míg ismét a minimum feszültségszinthez érünk! Ha kész vagyunk, távolítsuk el ismét a feszültségmérõt!
Szenzor csatlakoztatása a mérendõ szinthez:
Osszuk el a benzincsövet egy Y elosztóval, így könnyen rá tudjuk csatlakoztatni a szenzort a lefolyó ágra! Nagyon fontos, hogy minél kevesebb levegõ legyen a csõben, mert annál pontosabb a mért érték!
A VR3-mal tudjuk beállítani a maximum szintet, ha tele van a tank, akkor tekerjük a VR3-t mindaddig, amíg az utolsó zöld LED nem világít a kijelzõ panelon! A minimum szint beállítása a VR2 segítségével történik! Tegyünk kevés benzint a tankba, annyit, amennyit a minimumnak szeretnénk, majd tekerjük a VR2-t addig amíg a piros LED, azaz a minimum szintet jelzõ LED nem világít! A VR4 finombeállító poti, ezzel egy komolyabb tartályban centiliterre pontosan meg lehet határozni a folyadékszintet!
A vezérlõ elektronikát célszerû az ülés alá építeni egy dobozba, onnan a szenzortól a csövet rácsatlakoztatni a benzincsõ Y elosztójára. A kijelzõ elektronikához egy 3 eres vezetékkel juttassuk el a jelet, a testet és a szükséges tápfeszültséget, innen nyerhetjük a hõfokmérõnek is a szükséges tápfeszt. (Esetleg a szenzort odavinni a benzincsõ elágazáshoz közvetlenül, így nem kell bevinni a csövet az ülés alá, csak a vezetéket kell elvezetni… szerk: Samu)
Ha mindennel végeztünk és helyesen szereltük össze a mûszert, akkor egy tökéletesen pontos üzemanyagszint mérõt kapunk és többé nem kell attól félnünk, hogy menet közben a semmi közepén benzinhiány miatt megáll a motor.
Aki nem tudja elkészíteni a nyákokat, annak mindhárom nyákot el tudom készíteni, vagy el tudja készíttetni cégekkel a csomagolt fájlban lévõ fúrófájlok és gerberek alapján, melyeket le tud tölteni innen > > >
Ajánlom nyákgyártatáshoz a SATRONIK IPARI SZOLGÁLTATÓ ÉS KERESKEDELMI KFT.-t
Technikájuk:
Egyoldalas nyomtatott áramkört galvánón bevonattal, igény szerint forrasztásgátlólakk bevonattal, pozíciófelirattal, ollóval körbevágva vagy kontúrmarva. Kétoldalas nyomtatott áramkört furatfémezve, galvánón bevonattal, igény szerint forrasztásgátlólakk bevonattal, pozíciófelirattal, ollóval körbevágva,vagy kontúrmarva. A forrasztásgátló maszk és a pozíciószita fotoszenzitív vagy szitanyomott technológiával készül.